服务热线
175-1317-6192

服务热线
175-1317-61925月20日20时38分,黑龙江兴安煤矿发生安全事故,9人被困,初步判断为向封闭采空区内注入液态二氧化碳时发生泄漏。
事故造成5人遇难,经救援4人脱险。事故原因正在进一步调查中。

图源:央视新闻客户端
关于液态二氧化碳
液态二氧化碳是一种窒息性气体, 在温度15℃、压力0.1MPa状态下,膨胀倍数约600倍。气化后比空气密度大,可快速沉入底部,并在采空区内扩散充满其空间,具有抑爆作用;气化吸热后,能够降低采空区温度,有效减缓采空区遗煤氧化自燃速度。同时煤吸附CO2气体的能力比其它惰性气体大,随漏风释放较慢。
液态二氧化碳在煤矿中的应用主要集中在防灭火系统中,利用其惰性、窒息性、低温吸热以及快速扩散的特性来有效控制和预防矿井火灾。
但液态二氧化碳在高压下储存,必须遵循相关安全操作规程,操作人员也必须了解液态二氧化碳的物理性质、操作流程和应急措施,确保正确使用和应对意外情况。
在使用液态二氧化碳时,安全监测和通风控制是两个必不可少的环节。
安全监测:使用前需严格监测矿井内的气体成分和浓度,特别是氧气和有害气体的含量,确保作业安全。
通风控制:在注入液态二氧化碳前后,要合理控制矿井通风,以防止二氧化碳浓度过高导致人员窒息。
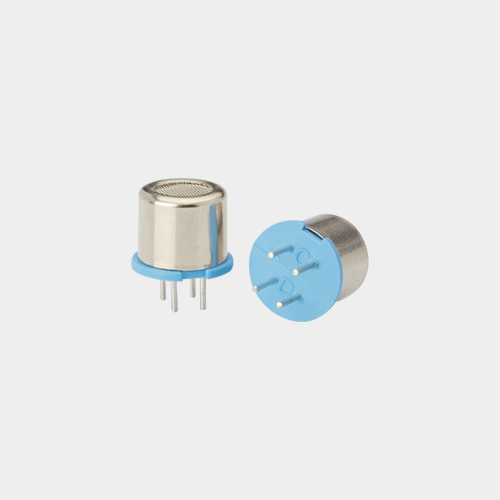
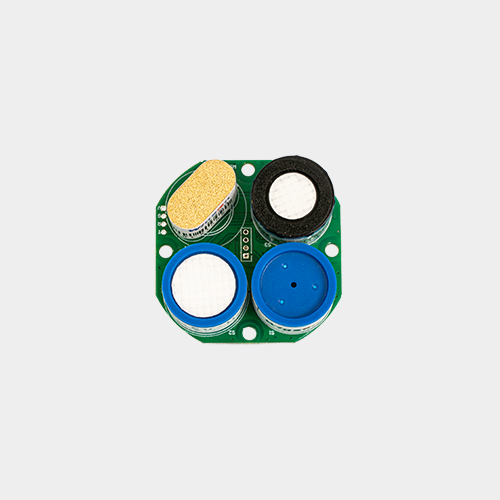
煤矿安全中的传感器应用
煤矿安全生产不仅仅关乎企业发展与经济效益,更是维系万千矿工生命安全、保障国家能源供应稳定的重要基石。在这片深入地壳的“地下王国”里,每一次掘进采煤的过程都是一场与自然和未知的博弈。
从实时监控甲烷浓度到警惕有毒有害气体,从智能预警到应急联动,传感器在煤矿安全中扮演着关键角色,犹如矿井的“哨兵”。实时监测甲烷、一氧化碳、氧气等气体浓度及环境参数,通过精准预警潜在危险,有效防止爆炸、火灾、中毒等事故,确保矿工生命安全,保障煤矿生产秩序,是构建智慧矿山和实现安全生产不可或缺的技术支撑。





工业安全
传感器解决方案


煤矿安全不仅是行业的生命线,更是关乎矿工生命安危与社会和谐稳定的重大课题。各安全主体必须加大风险隐患排查力度,要高度重视瓦斯、CO等有毒有害气体的危害,加强工作面回撤、密闭启封、防灭火、放炮等环节的安全管理,加强对重点部位、关键环节的巡查检查,强化现场管理和应急处置工作。
只有充分利用现代科技力量,将传感器等安全监测设备运用到煤矿安全管理的各个环节,及时预警潜在风险,才能有效防止灾难性事故的发生。
愿科技持续进步下,不再有悲剧重演。
Copyright © 2003-2025 郑州炜盛电子科技有限公司 All Rights Reserved 备案号:豫ICP备11007739号-24
地址:郑州市高新技术开发区金梭路299号 电话:175-1317-6192 邮箱:cnsales@winsensor.com

加微信,享优惠